Le thermocouple de type K
Pour tout technicien aux prises avec le contrôle de la température industrielle, le thermocouple de type K n'est pas qu'un simple capteur supplémentaire ; c'est souvent la colonne vertébrale de son procédé. Des usines chimiques tentaculaires aux lignes de fabrication de précision, ce capteur omniprésent est le héros méconnu, fournissant constamment des données de température critiques. Mais voici le problème : sa présence généralisée peut engendrer une familiarité dangereuse. Nous lui faisons une confiance aveugle, négligeant souvent les nuances subtiles et les pièges courants qui peuvent transformer une lecture fiable en une erreur catastrophique. Ceci n'est pas un survol superficiel ; c'est une plongée profonde pour maîtriser le type K, comprendre ses particularités et éviter les maux de tête qu'il ne manquera pas de vous causer.
Pourquoi les types K dominent : la combinaison imbattable de plage de mesure et de robustesse
Le type K a gagné ses galons grâce à sa polyvalence et sa robustesse extrêmes. Il utilise le Chromel (un alliage nickel-chrome) et l'Alumel (un alliage nickel-aluminium), ce qui lui confère une plage de fonctionnement phénoménale : typiquement de -200°C à 1250°C. Réfléchissez à cette étendue un instant – des applications cryogéniques au cœur rugissant d'un four à acier. Aucun autre type de thermocouple unique ne couvre une telle largeur tout en restant relativement rentable et mécaniquement durable.
Les techniciens se tournent vers le type K pour plusieurs raisons :
- Large plage de température : Comme mentionné, sa plage le rend adapté à d'innombrables procédés industriels sans nécessiter d'alternatives spécialisées et coûteuses.
- Rentabilité : Comparés aux thermocouples platine-rhodium (comme les types R ou S), les types K sont nettement moins chers, ce qui rend les déploiements à grande échelle réalisables.
- Robustesse : Avec un gainage approprié, les types K résistent aux environnements industriels difficiles, supportant étonnamment bien les vibrations et la corrosion.
- Standardisation : Son utilisation généralisée signifie que les contrôleurs, les indicateurs et les fils d'extension sont facilement disponibles, ce qui simplifie l'intégration.
Mais cette domination ne va pas sans compromis. Bien que robustes, les types K souffrent de taux de dérive plus élevés à haute température par rapport aux thermocouples en métaux nobles et peuvent être sensibles à la pourriture verte (green rot) dans certaines atmosphères réductrices. Dans ces conditions, le chrome s'oxyde préférentiellement, modifiant la composition de l'alliage et provoquant une chute significative de la tension de sortie (dérive), plutôt qu'une simple défaillance mécanique. Comprendre ces limites est tout aussi critique que de connaître ses points forts.
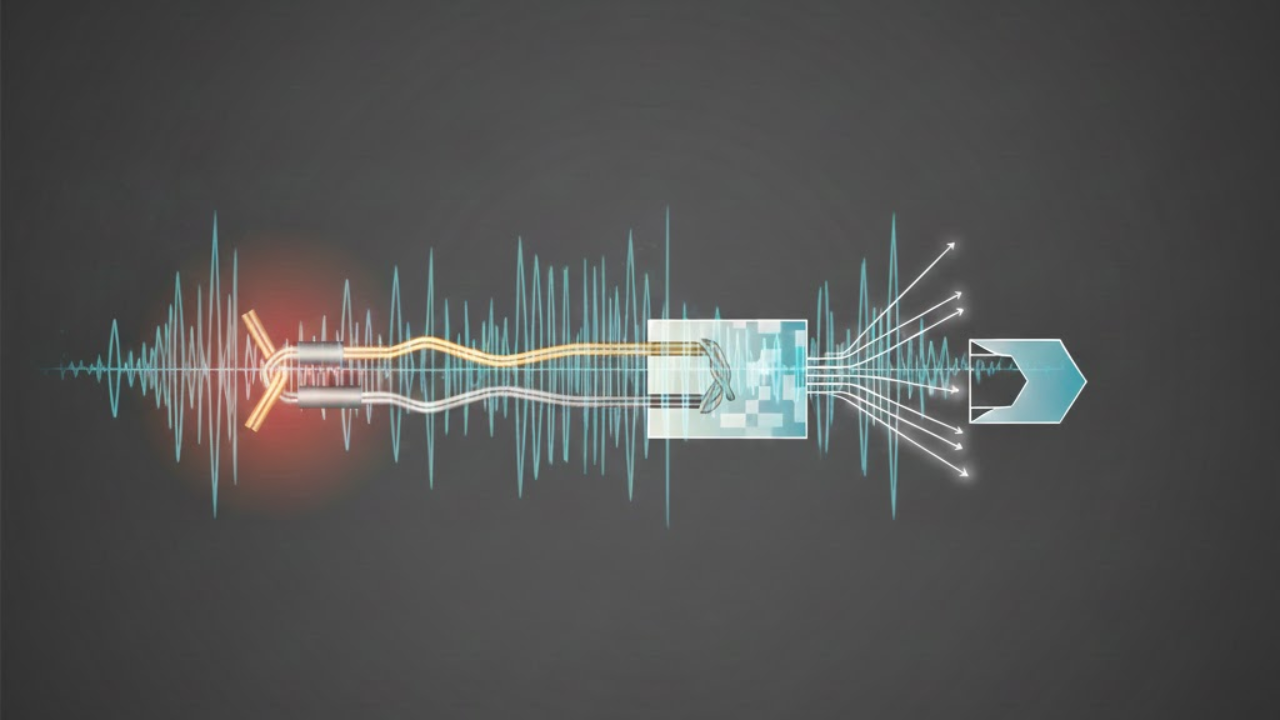
L'effet Seebeck : plus que de simples mV, c'est une question de différence de potentiel
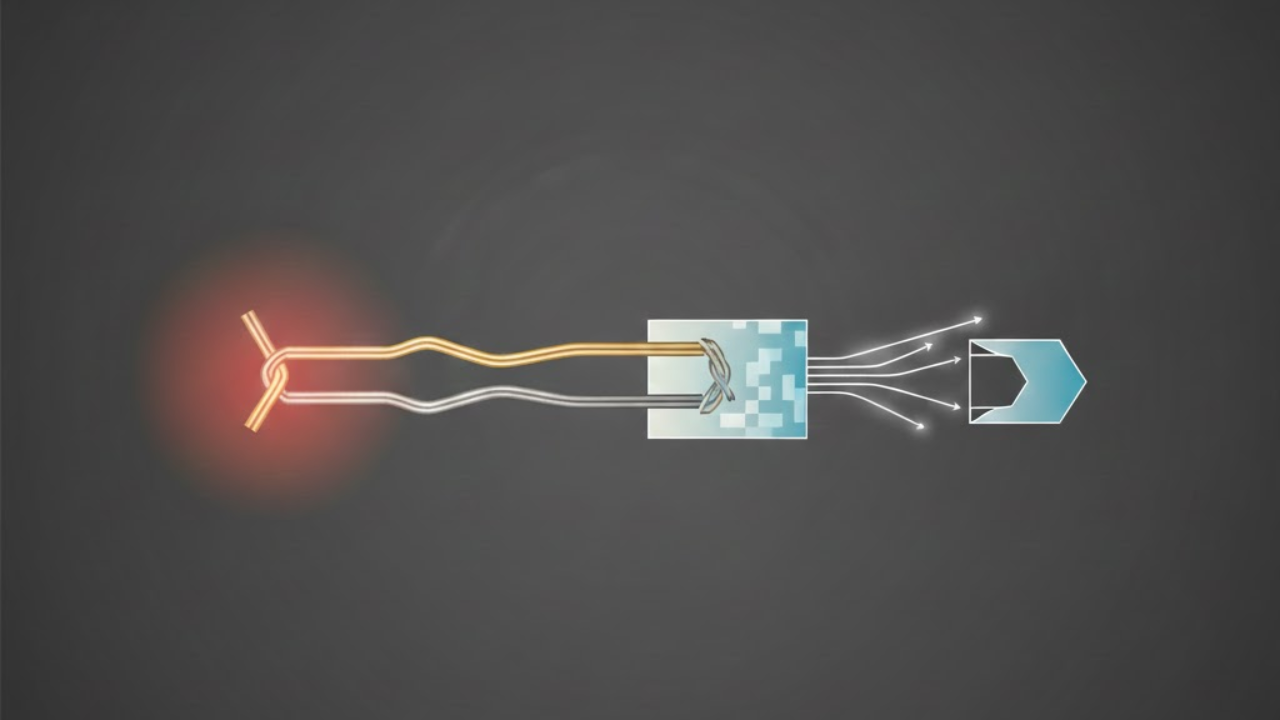
À la base, le type K, comme tous les thermocouples, fonctionne sur l'effet Seebeck. Lorsque vous joignez deux métaux différents et soumettez une jonction à une différence de température par rapport à l'autre, une tension se développe. Cette tension thermoélectrique (ou force électromotrice, FEM) est directement proportionnelle à la différence de température. Pour un type K, cette FEM est d'environ 41 microvolts par degré Celsius (µV/°C) à température ambiante – un signal très faible, ce qui explique immédiatement pourquoi le bruit peut être un tel problème.
Cela nous amène à la clé de voûte de la mesure précise par thermocouple : la Compensation de Soudure Froide (CSF). Le capteur lui-même mesure la différence de température entre sa soudure chaude (là où vous voulez mesurer) et sa soudure froide (là où les fils du thermocouple se connectent à votre appareil de mesure). Sans connaître la température de cette soudure froide, votre lecture n'a aucune valeur. C'est comme essayer de mesurer une distance avec une règle sans savoir où se trouve le point zéro.
Les instruments modernes gèrent la CSF en interne, généralement avec une thermistance ou un RTD détectant la température ambiante aux bornes d'entrée (le "bloc isotherme"). Les techniciens doivent saisir deux problèmes critiques liés à la CSF :
- Environnement stable : Si la température ambiante autour de la soudure froide fluctue violemment, le capteur CSF interne pourrait accuser un retard, introduisant des erreurs transitoires.
- CSF externe (systèmes plus anciens) : Si vous travaillez avec des systèmes plus anciens ou des boîtes de jonction, une CSF externe pourrait être utilisée. Assurez-vous que les fils de compensation ou la jonction de référence sont réellement à la température de référence attendue par votre instrument.
Anatomie d'une installation fiable : au-delà du simple branchement
Obtenir des lectures précises et répétables d'un type K exige plus que de simplement l'insérer dans le procédé. Cela nécessite une attention méticuleuse à l'installation physique.
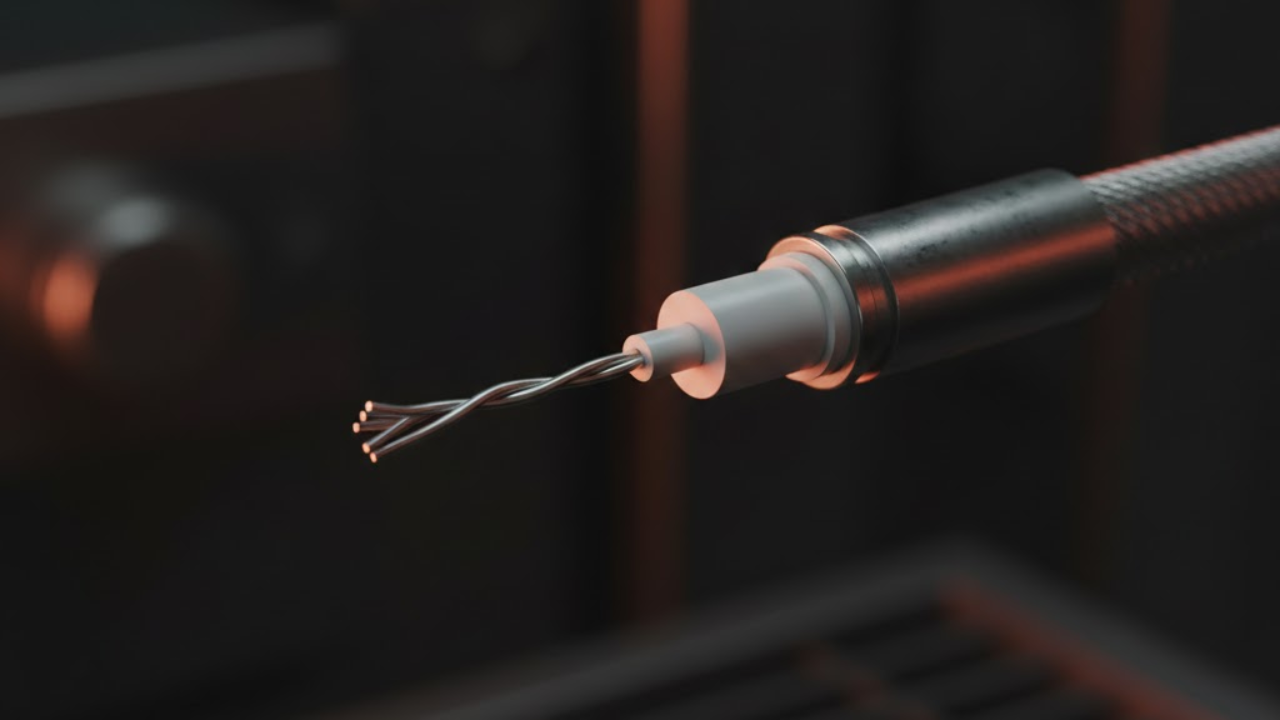
Gainage et isolation : votre première ligne de défense
Les fils nus de Chromel-Alumel sont fragiles. Les types K industriels sont presque universellement gainés, généralement sous forme de câble à isolation minérale (MI). Cette construction implique que les fils du thermocouple sont noyés dans de la poudre d'oxyde de magnésium (MgO) hautement compactée, le tout enfermé dans une gaine métallique (par exemple, Inconel 600, SS316, SS304). Ce n'est pas seulement pour la protection ; le MgO offre une excellente isolation électrique et aide à maintenir l'intégrité des fils à haute température.
- Inconel 600 : Superbe pour les hautes températures et les applications corrosives.
- SS316 : Bon polyvalent, offre une résistance décente à la corrosion.
- SS304 : Plus économique, mais moins résistant à certains agents corrosifs et aux hautes températures.
Adaptez le matériau de la gaine à l'environnement de votre procédé. Utiliser une gaine SS304 dans un environnement hautement corrosif, c'est s'exposer à une défaillance prématurée et à des temps d'arrêt coûteux.
Profondeur d'immersion : la règle du "10x le diamètre" n'est pas facultative
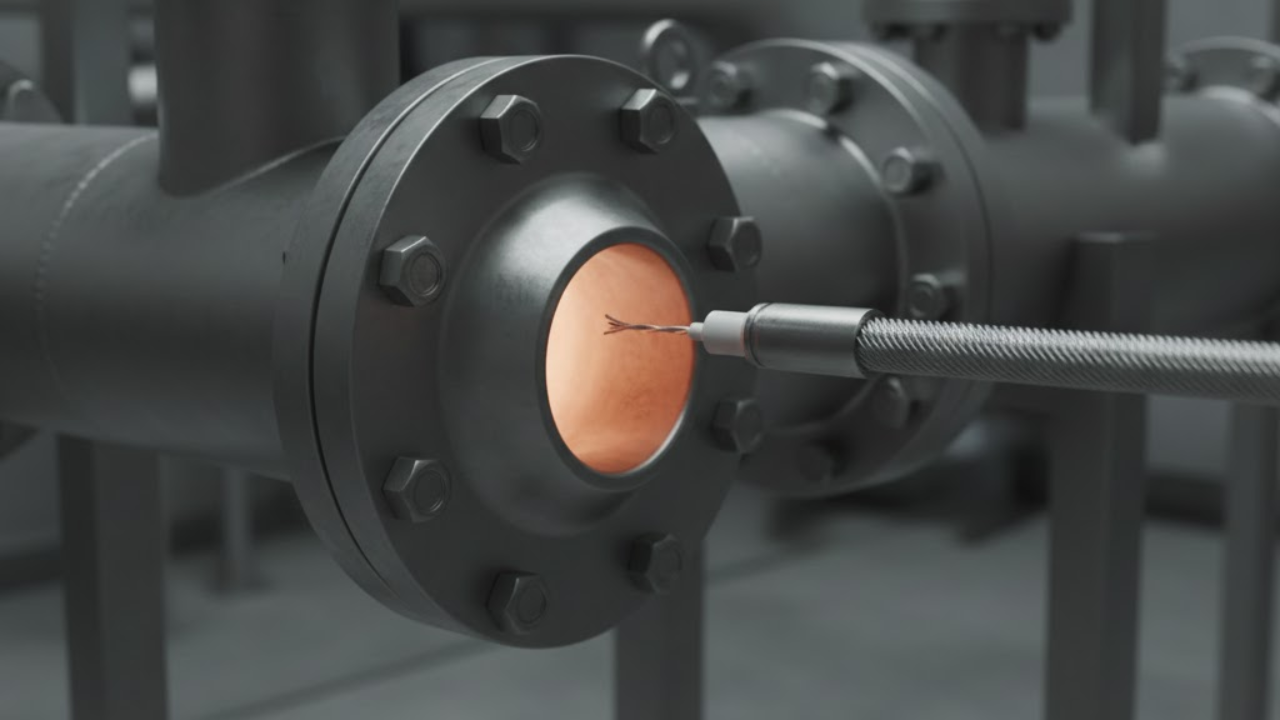
L'une des sources d'erreur les plus courantes, bien que souvent négligée, est une profondeur d'immersion insuffisante. La gaine elle-même agit comme un dissipateur thermique, évacuant la chaleur de la soudure chaude. Si le thermocouple n'est pas immergé assez profondément dans le procédé, la soudure chaude mesurera une température inférieure à la température réelle du procédé. Une bonne règle de base consiste à immerger la pointe d'au moins 10 fois le diamètre extérieur de la gaine dans le milieu que vous mesurez. Pour une gaine de ¼ de pouce, cela signifie 2,5 pouces d'immersion. En deçà, vous mesurez essentiellement une moyenne entre la température du procédé et la température ambiante autour de la gaine.
Câblage correct : le chemin du capteur au contrôleur
C'est ici que de nombreux techniciens trébuchent. Vous ne pouvez absolument pas utiliser de fil de cuivre standard pour prolonger un circuit de thermocouple. Le faire introduit une autre jonction de thermocouple (cuivre-Chromel, cuivre-Alumel) avec ses propres propriétés thermoélectriques, créant une tension indésirable et imprécise. Vous devez utiliser un fil d'extension de thermocouple dédié (Type KX pour les types K) qui correspond à la métallurgie du thermocouple d'origine.
Portez une attention particulière aux codes couleurs :
- ANSI (USA) : Jaune (+) et Rouge (-).
- CEI (International/Europe) : Vert (+) et Blanc (-). Vérifiez votre norme régionale spécifique pour éviter d'inverser la polarité.
- La polarité compte : Inverser la polarité génère une tension négative par rapport à l'augmentation de la température, ce qui conduit à des lectures totalement incorrectes (ou à des déclenchements de sécurité).
- Blindage et mise à la terre : Les thermocouples génèrent de minuscules signaux en millivolts, ce qui les rend très sensibles au bruit électrique (EMI/RFI) provenant des moteurs, des variateurs de vitesse et des lignes électriques. Utilisez des câbles d'extension blindés et ne mettez le blindage à la terre qu'à une seule extrémité (généralement au niveau de l'instrument) pour éviter les boucles de terre. Faites passer les fils de thermocouple loin des câbles de puissance dans la mesure du possible.
Le talon d'Achille du type K : modes de défaillance courants et dépannage
Même avec une installation méticuleuse, les types K finissent par tomber en panne. Savoir comment ils tombent en panne est la clé d'un diagnostic rapide.
Circuits ouverts : le cauchemar de "l'absence de lecture"
Un circuit ouvert signifie que le chemin électrique est rompu. Votre contrôleur affichera généralement une erreur de circuit ouvert, ou poussera la lecture jusqu'à la limite de pleine échelle (Upscale ou Downscale Burnout) pour garantir la sécurité. Sur des appareils simples, il pourrait afficher 0 (ce qui peut être dangereux si 0°C est une valeur de procédé valide). Les causes incluent :
- Dommages physiques : Plis, coupures ou courbure excessive de la gaine ou des fils.
- Rupture interne des fils : Souvent due à la fatigue par cycles thermiques ou à des vibrations excessives, en particulier près de la soudure chaude.
- Corrosion : Produits chimiques agressifs rongeant les fils ou la gaine.
Diagnostic : Débranchez le thermocouple de l'instrument. Utilisez un multimètre sur la plage de résistance (Ohms). Vous devriez obtenir une lecture de résistance faible et stable (généralement 2-50 Ohms selon la longueur et le calibre). Un OL (open loop) ou une résistance infiniment élevée indique un circuit ouvert.
Courts-circuits / Défauts de terre : le casse-tête de la "mauvaise lecture"
Cela se produit lorsque les deux fils du thermocouple entrent en contact l'un avec l'autre, ou que l'un (ou les deux) fils entre en contact avec la gaine métallique. Cela déplace effectivement la soudure chaude vers le point du court-circuit, entraînant une lecture incorrecte, souvent plus basse.
- Causes : Dégradation de l'isolation (le MgO devenant conducteur suite à une infiltration d'humidité ou à des dommages), compression physique de la gaine, cycles thermiques répétés stressant les fils.
Diagnostic : Pour un court-circuit entre fils, un multimètre affichera une résistance plus faible que prévu. Pour un défaut de terre, utilisez votre multimètre pour vérifier la résistance entre chaque fil de thermocouple et la gaine (s'il s'agit d'une jonction non mise à la terre). Toute lecture de faible résistance ici indique un défaut.
Décalibrage et dérive : les saboteurs sournois
C'est le mode de défaillance le plus insidieux car le thermocouple semble fonctionner, mais ses lectures sont systématiquement faussées. Le décalibrage est un changement permanent des caractéristiques thermoélectriques du thermocouple.
- Causes : Exposition prolongée à des températures élevées, cycles thermiques, contamination par des impuretés migrant dans les alliages, ou
pourriture verte(oxydation préférentielle du Chromel dans les atmosphères réductrices). - Symptômes : Les lectures dérivent lentement, décalage constant par rapport à des températures connues, ou écarts entre plusieurs capteurs dans le même procédé.
Diagnostic : Nécessite une comparaison avec une référence connue et précise (par exemple, un thermocouple de référence calibré, un calibrateur à corps noir ou un test de bain de glace/eau bouillante). C'est pourquoi la vérification régulière du calibrage n'est pas négociable pour les applications critiques.
Erreurs de compensation de soudure froide : l'inadéquation logicielle et matérielle
Bien que nous ayons abordé la CSF plus tôt, sa défaillance se traduit directement par des erreurs de lecture.
- Causes : Capteur CSF interne endommagé ou mal calibré, changements rapides de température ambiante dépassant le temps de réponse du circuit CSF, mauvais placement de la CSF externe, ou simplement utilisation du mauvais type d'entrée pour votre instrument (par exemple, le régler sur RTD alors qu'il s'agit d'un thermocouple).
- Symptômes : Un décalage constant dans les lectures qui peut varier avec la température ambiante autour des bornes de l'instrument.
Diagnostic : Utilisez une référence de température de précision pour mesurer la température réelle aux bornes de l'instrument. Comparez-la à la température de soudure froide signalée par l'instrument (si disponible). Si l'instrument pense que la borne est à 40°C alors qu'elle est réellement à 25°C, votre lecture de procédé sera décalée d'environ cette différence (15°C).
Votre boîte à outils pour réussir avec le type K : meilleures pratiques

Maîtriser le thermocouple de type K ne consiste pas à mémoriser des spécifications ; il s'agit de comprendre son comportement dans votre système. Mettez en œuvre ces pratiques pour maintenir la précision des températures de votre procédé et assurer un dépannage rapide :
- Standardiser et documenter : Utilisez des modèles de type K cohérents pour des applications similaires. Documentez la profondeur d'installation, le matériau de la gaine et les points de connexion.
- Acheter de la qualité : Des thermocouples bon marché signifient souvent des fils de mauvaise qualité et une isolation impure, ce qui entraîne un décalibrage précoce ou des défaillances. Investissez dans des marques réputées utilisant du MgO de haute pureté.
- Vérification régulière : Pour les procédés critiques, vérifiez périodiquement les lectures du thermocouple par rapport à une référence connue. N'attendez pas qu'un incident de procédé survienne.
- Protéger les fils : Utilisez des conduits ou des chemins de câbles pour protéger les fils d'extension des dommages physiques, de l'humidité et des perturbations électromagnétiques (EMI).
- Respecter la polarité : Une simple double vérification par rapport à la bonne norme (ANSI vs CEI) lors de l'installation peut économiser des heures de dépannage.
- Comprendre votre environnement : Est-il corrosif ? Sujet aux vibrations ? À hautes températures ? Sélectionnez le gainage et la construction en conséquence.
Le thermocouple de type K reste un outil indispensable pour les techniciens. Il est abordable, polyvalent et robuste – mais il n'est pas infaillible. En comprenant ses principes fondamentaux, en l'installant méticuleusement et en connaissant ses modes de défaillance courants, vous pouvez faire passer votre gestion de la mesure de température de la lutte réactive contre les incendies au contrôle proactif des procédés. Ne vous contentez pas de l'installer ; maîtrisez-le.